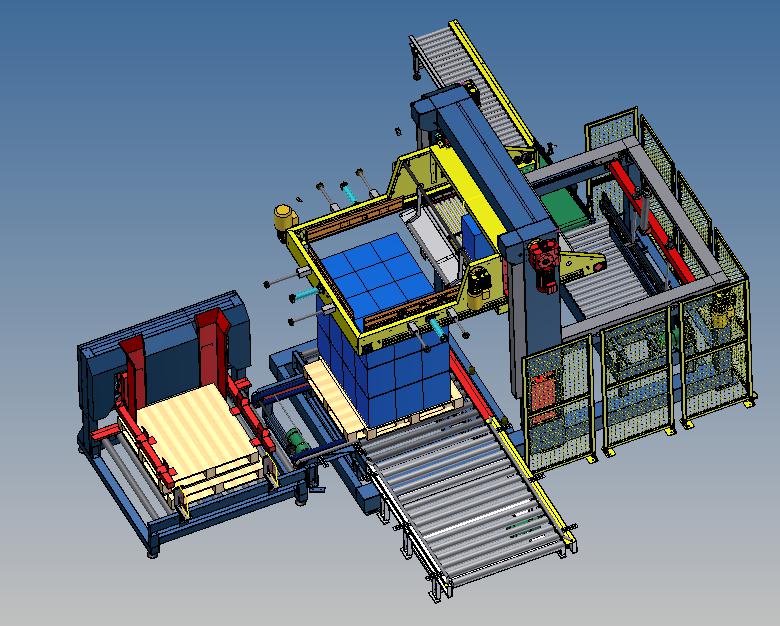
低床码垛机主要由压平输送机、缓停输送机、转位输送机、托盘仓、托盘输送机、编组机、推袋装置、码垛装置、垛盘输送机组成。其结构设计优化,动作平稳可靠。码垛过程完全自动,正常运转时无须人工干预,具有广泛的适用范围。
型 号:CCP-MD200
形 式:低位码垛式
生产能力:≧25箱/分(二层/分)
设备构成
纸箱输入、排序装置
升降、码垛装置
栈板堆积及自动供应装置
实垛排出装置
工艺过程:
⑴纸箱输入部分
纸箱输送装置
根据设定的排列方式强制对纸箱进行转向或输送,以达到整理、排序的作用。
排序装置
供应输送带将整理好的 列纸箱用气缸推入提升装置之后依次推入第二列、第三列以形成排序层。
⑵自动码垛装置
当纸箱按一定的排序形成一组(层)后升降机载着排序层上升并向前移动至码垛装置上部,并平稳地放在栈板(或前一排序层)上,以形成自动码垛。码垛装置是依靠变频马达和链条来完成其升、降和前进(后退)的。
⑶栈板部分
①栈板供应装置
栈板库可堆积12个空栈板,并按程序要求定时向码垛装置供应栈板。由单独电机提供动力。
②栈板输出装置
当一栈板达到了码垛层数后发出信号,将实垛推出码垛部分。实垛通过排除输送带送至指定位置。
材质:
机 架:SS41(A3钢喷漆)
轴 :S45C轴承钢
滚 筒:双端镶轴承滚筒(镀锌)
机 罩:SS41(A3钢喷漆)
导向板:SS41(A3钢喷漆)
特点:
采用触摸屏操作实现人机对话,可显示生产速度,故障原因及位置,自动化程度高。采用PLC可编程序对纸箱的排序堆垛层数、栈板供应及排出均可编入程序进行控制。
采用日本三菱PLC和触摸屏(10英寸)
采用日本SMC生产的气动元件和气缸,质量、性能可靠。
安全门、罩设有电器感应装置,当罩门打开时,机器停止工作,可对人员进行保护。
堆垛方式的调整方便、简单,可在触摸屏上进行。
堆垛稳定、高效,可大大节省人力。
纸箱供应系统采用刹车马达控制,保证按预先设定好的位置输送纸箱。
栈板库容量大,可容纳12-15个空栈板,可实现自动供应栈板。
噪音小符合中国国际标准噪音为75db以下。
不用更换堆垛零件即可以完成几种堆垛方式。
公用消耗:
动 力 电:AC,3相,380V,9KW 50HZ
空气消耗:500NL/MIN(空气使用量:5-6kg/cm2)
设备尺寸:(L)7,200mm×(W)4,000mm×(H)3,300mm
设备重量:大约6000kg
设备主要配置:
电机:SEW(德国)
输送电机:台邦(台湾)
气控元件:SMC(日本)
电控元件: Schneider (法国 施耐德)
光电、接近传感器:欧姆龙(日本)